





Правила перевозки, монтажа и эксплуатации листов монолитного поликарбоната
Поверхность листов монолитного поликарбоната чувствительна к механическим воздействиям, поэтому монтаж следует производить, не удаляя защитную пленку с обеих сторон листа. Необходимо учитывать, что условием получения определенных оптимальных технических параметров конструкции, создаваемой с применением листов монолитного поликарбоната, является применение соответствующих аксессуаров для монтажа, рекомендуемых в данном техническом руководстве, и строгое следование рекомендациям по монтажу, указанным в данном руководстве.
Предмонтажные рекомендации
При монтаже поликарбонатных листов необходимо учитывать термическое (тепловое) расширение листов, которое равно 6,7•10-5 м/м•оС. Поскольку поликарбонатные монолитные листы обладают более высоким коэффициентом линейного термического расширения по сравнению с традиционными материалами для остекления, то следует оставлять зазор для такого расширения, что поможет предотвратить образование изгибов листа в конструкции, деформацию листов, выскальзывание их из элементов крепления и даже разрыв или растрескивание листов по причине возникновения критических внутренних напряжений.
Таблица сравнительных коэффициентов линейного теплового расширения для различных материалов
| Материал | Коэффициент линейного теплового расширения, 1/°С |
| Монолитный поликарбонат | 6,7•10-5 |
| Стекло | (0,7-0,9)•10-5 |
| Алюминий | (2,1-2,3)•10-5 |
| Сталь | (1,2-1,5)•10-5 |
Для предотвращения влияния термического расширения на качество монтируемой конструкции с применением монолитных поликарбонатных листов необходимо учесть следующее:
- оставлять необходимый зазор в 5-6 мм в профиле для соединения монолитных листов
- при креплении листов к каркасу саморезами отверстия в листе следует делать на 2-3 мм больше, чем диаметр самого самореза
- отверстия в листе следует выполнять на расстоянии не менее 40 мм от края
- не следует перетягивать саморезы и другие крепежные элементы при монтаже поликарбонатных листов, оставляя допуск на «свободный ход»
Таблица допусков на термическое расширение монолитного поликарбоната по длине, и по ширине листов
| Длина листа, мм | Минимальный зазор на тепловое расширение, мм |
| 500 | 3,0 |
| 1000 | 5,0 |
| 1500 | 7,0 |
| 2000 | 10,0 |
| 3000 | 15,0 |
В качестве общего принципа следует учитывать 3-6 мм допуска на термическое расширение на каждый линейный метр бесцветного листа и 6-8 мм – на каждый линейный метр цветного листа (рис. 1 и рис. 2).
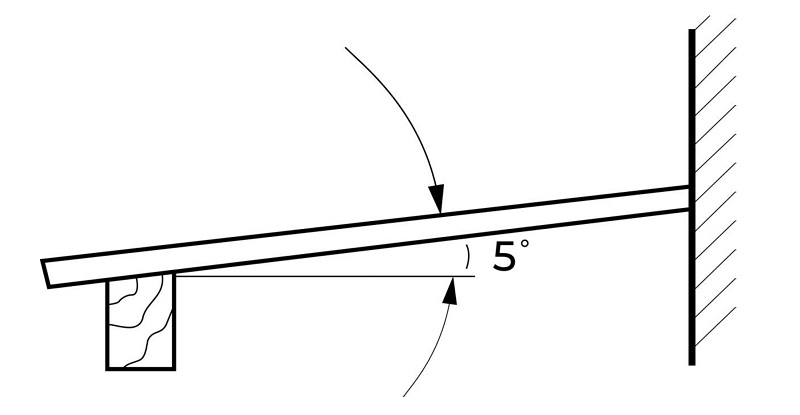
При остеклении монолитными поликарбонатными листами всегда следует учитывать минимальный угол наклона от торца до торца конструкции равный 15° для нормального стока конденсата и дождевой воды (см. рис. 3).
Технология монтажа
При монтаже монолитных поликарбонатных листов необходимо учесть все воздействия окружающей среды: расширение материала ввиду перепада температур (лето — зима), которое достигает ~5 мм/пм; пыль, влажность и загрязненность воздуха; воздействие дождя, снега и ветра, солнечной радиации.
Наличие УФ-защитного слоя не только защищает ограждаемое пространство от проникновения жестких УФ-лучей, вредных для здоровья человека, но и защищает сам материал от их разрушительного воздействия.
Для использования на улице следует применять только листы с УФ-защитным слоем. При этом cторона листа с защитным слоем должна быть ориентирована наружу. Пленка с этой стороны монолитного поликарбонатного листа имеет специальную маркировку и цветные надписи. Лучше всего монтировать листы в пленке и снять ее сразу по завершении монтажа (иначе под солнцем она может прикипеть к листу).
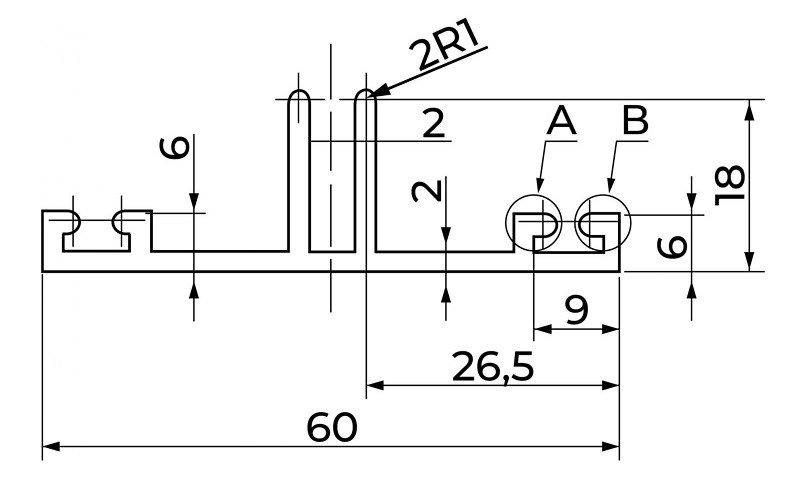
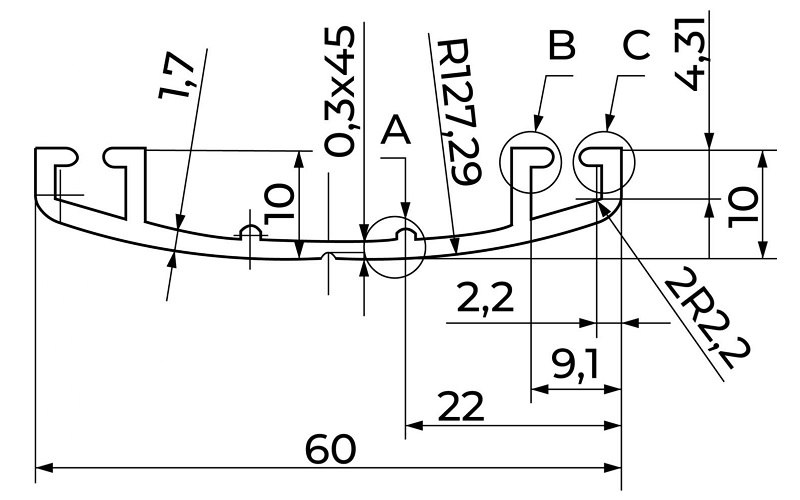
Для соединения монолитных листов между собой и крепления их к каркасу конструкции следует использовать специальный алюминиевый соединительный профиль, учитывающий особенности монтажа монолитного поликарбоната. Данный профиль состоит из двух частей, именуемых профилем-Т (база) и профилем-С (крышка), которые представлены на рисунках 4 и 5.
Запрещается:
- Не используйте пластифицированный ПВХ или несовместимые с поликарбонатом резиновые герметизирующие ленты или уплотнители
- Не используйте амино-, бензамидо- или метокси- содержащие герметизирующие составы или замазки, а также бензол, бензин, ацетон и тетрахлорид углерода
- Не используйте абразивные или высокощелочные моющие средства
- Никогда не скоблите лист поликарбоната влагоснимателями, лезвиями или другими острыми инструментами
- Не ходите по листу
- Не устанавливайте поврежденный лист во время транспортировки или обработки или с повреждённой лентой для герметизации
- Не мойте лист под палящим солнцем или при повышенных температурах
Ветровая и снеговая нагрузки
Динамическая ветровая нагрузка
Скорость ветра определяет фактическую ветровую нагрузку на монолитные листы, используемые для остекления. Нагрузка рассчитывается путем умножения квадрата проектной скорости ветра на коэффициент 0,613.
q = KV2,
где q - динaмичecкaя ветровая нагрузка, Н/м2;
К = 0,613;
V - проектная скорость ветра, м/с.
Таблица динамической ветровой нагрузки
Значение q в единицах СИ Н/м2
| Скорость ветра,м/с | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | 65 |
| Динaмичecкaя ветровая нагрузка, Н/м2 |
61 | 138 | 245 | 383 | 552 | 751 | 981 | 1240 | 1530 | 1850 | 2210 | 2590 |
Коэффициент давления
Коэффициент давления учитывает колебания конструкции остекления при ускорении / замедлении ветра. Ветровая нагрузка рассчитывается как произведение динамического ветрового давления q на соответствующий коэффициент давления. Перечень значений коэффициента давления можно найти в соответствующих Национальных строительных нормах.
Снеговая нагрузка
Нагрузка снегового покрова на кровельные остекленные поверхности должна рассматриваться как вертикальная, равномерно распределенная нагрузка, действующая на 1 м2 горизонтальной проекции остекления.
Точные значения коэффициентов снеговой нагрузки могут быть найдены в соответствующих национальных строительных нормах.
Системы остекления
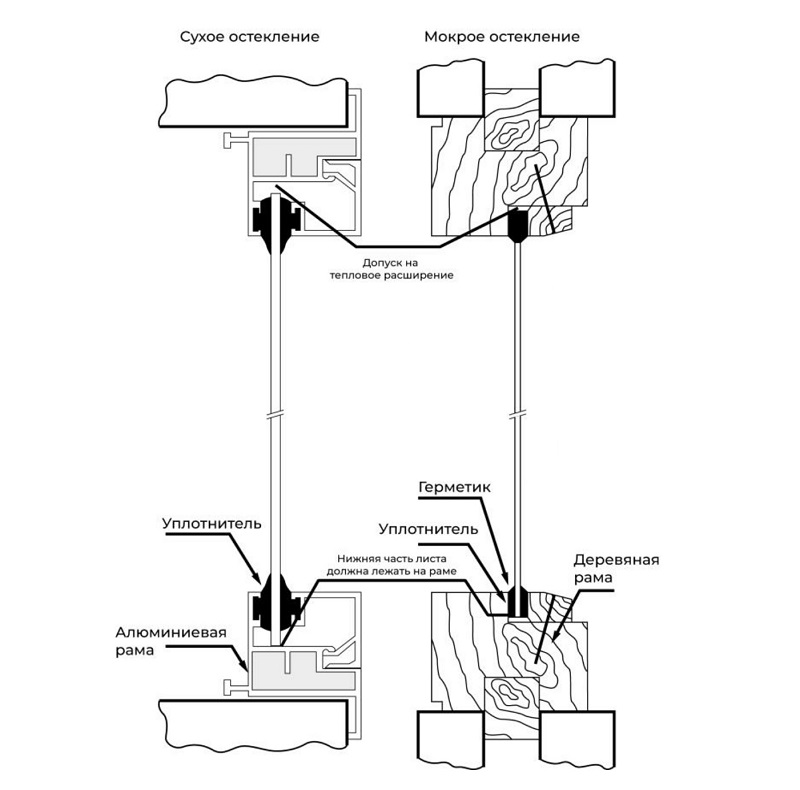
На рисунках 7 и 8 приведены типичные схемы монтажа для сухого и мокрого остекления с использованием монолитных поликарбонатных листов.
При монтаже листа очень важно, чтобы края были правильно зафиксированы, независимо от того, требует ли применение сухих или мокрых условий остекления.
Системы сухого остекления
Преимущество сухого остекления заключается в том, что резиновые уплотнители вставляются непосредственно в паз оконной рамы, что допускает свободное движение листа во время расширения и сжатия. Это должно быть учтено как в эстетических целях, так и для применения там, где расширение листа превышает пределы пластичности герметизирующего состава.
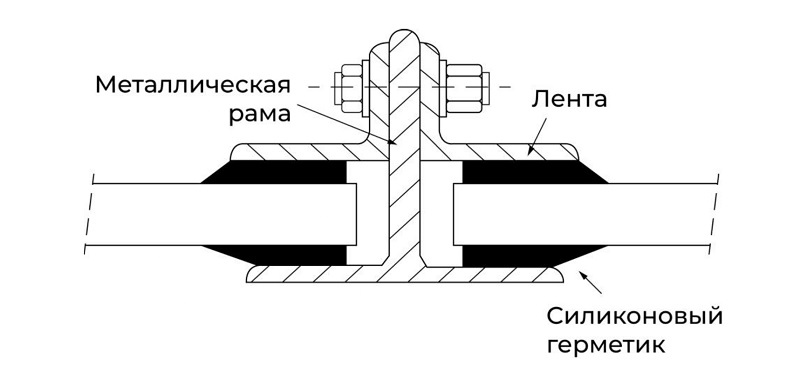
Системы мокрого остекления
Поликарбонатный лист может быть использован для остекления с применением стандартных механических или деревянных оконных рам с использованием лент из незатвердевающих составов. Для этого хорошо подходят полибутиленовые ленты.
При использовании остеклительных составов важно, чтобы герметизирующие системы имели люфт для допуска на тепловое расширение без потери сцепления с рамой или листом. Обычно рекомендуется использовать силиконовые герметизирующие составы, а при использовании других герметиков - заранее проверять их совместимость с листом поликарбоната.
Нельзя использовать ни амино-, ни бензамид–отвердевающие силиконовые герметизирующие составы, поскольку они не совместимы с листом, и это может привести к образованию микротрещин, в особенности при наличии напряжения.
Остекление плоских конструкций
Дополнительное остекление
Выбор поликарбонатного листа в качестве внутреннего, либо внешнего вторичного остекления будет зависеть от конкретных требований постройки: внешнее / внутреннее вторичное остекление применяется для повышения защиты от несанкционированного проникновения.
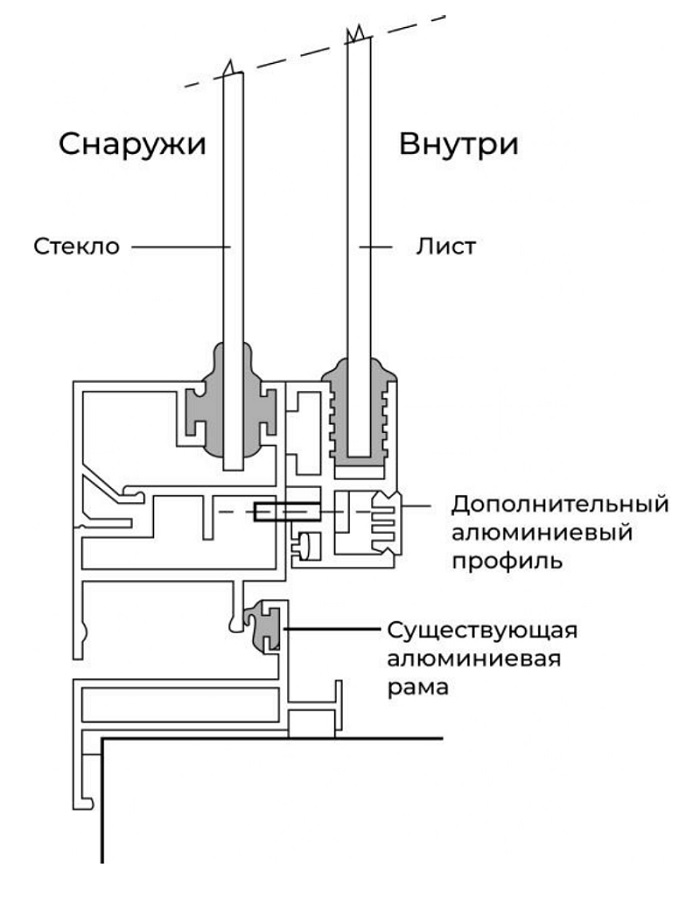
Внутреннее дополнительное остекление
Лист является идеальным материалом для внутреннего остекления (см. рис. 8). Когда лист устанавливается внутри помещения, то параметры прогиба под влиянием ветра (как указано в табл. 2) можно не учитывать, поэтому толщину листа можно уменьшить.
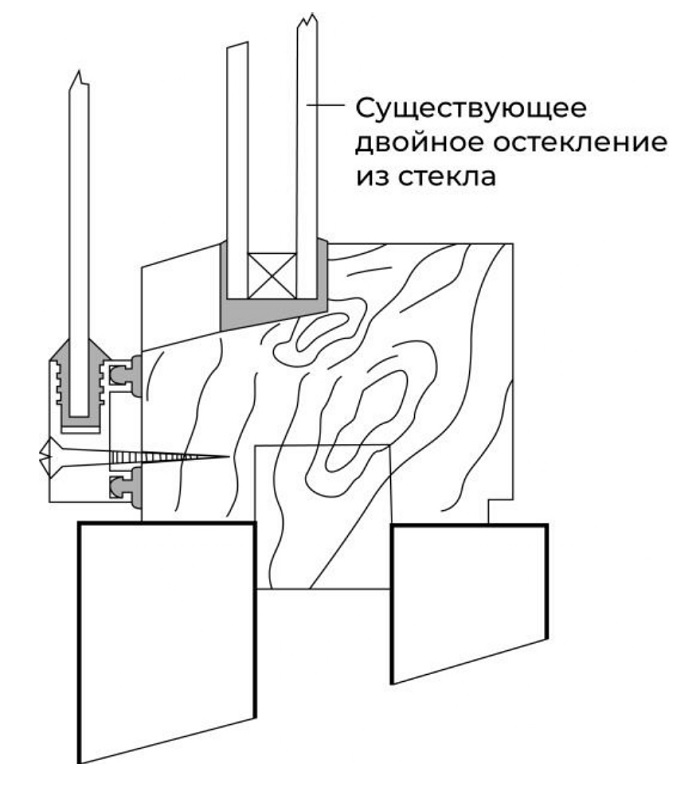
Внешнее дополнительное остекление
В зависимости от предъявляемых требований к конструкции могут использоваться различные поликарбонатные листы в качестве внешнего остекления (см. рис. 9). С учетом функциональных и эстетических требований к значению прогиба под влиянием ветра применимы рекомендации по толщине листа, содержащиеся в таблице 14 (см. далее).
Выбор толщины листа для плоского остекления
Крепление монолитного листа с четырех сторон
Допустимые параметры нагрузки при этой конфигурации зависят от соотношения расстояний опорной части рамы – a:b, где «а» представляет собой расстояние между центрами профилей остекления на поперечной стороне остекления, т.е. ширину листа, а «b» представляет собой расстояние между центрами профилей остекления на продольной стороне остекления, т.е. длину листа (см. рис. 10).
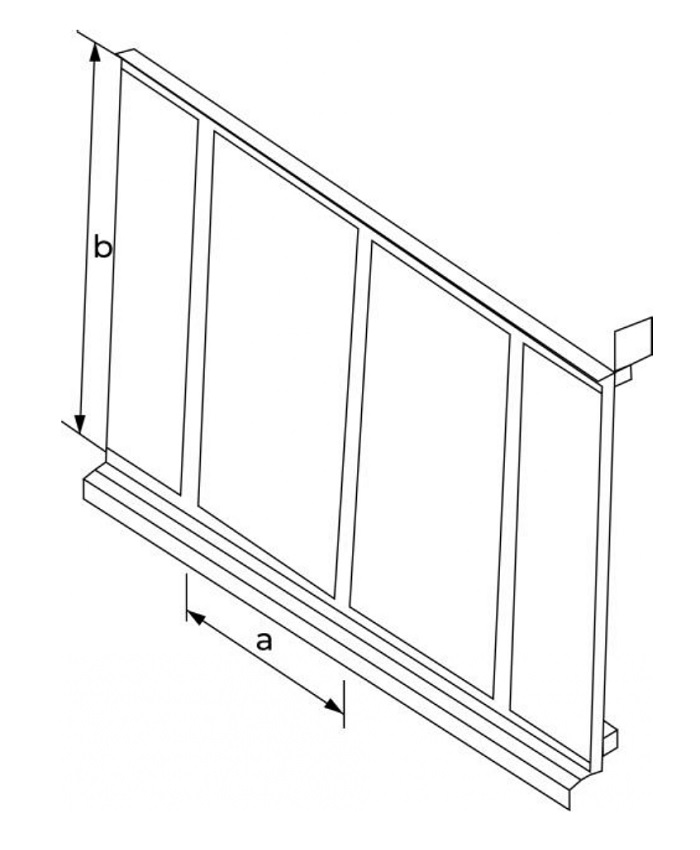
В таблице 4 указаны максимально допустимые размеры листа при определенной нагрузке, которая выражается в приемлемом отклонении листа (в пределах упругих деформаций) без риска образования изгибов и внутренних напряжений.
Таблица расстояний между центрами профилей остекления (поперечная сторона «а»)
| Отношение ширины листа к длине | Толщина листа, мм | Нагрузка, Н/м2 | ||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | ||
| 1:1 | 775 | 1050 | 1300 | 1475 | 1850 | 2050 | 2050 | 600 |
| 1:2 | 600 | 800 | 975 | 1150 | 1450 | 1600 | 1750 | |
| 1:>2 | 400 | 550 | 675 | 800 | 1150 | 1300 | 1500 | |
| 1:1 | 700 | 950 | 1180 | 1375 | 1700 | 1950 | 2050 | 800 |
| 1:2 | 550 | 700 | 875 | 1010 | 1350 | 1475 | 1700 | |
| 1:>2 | 375 | 490 | 625 | 725 | 1000 | 1150 | 1400 | |
| 1:1 | 650 | 875 | 1100 | 1300 | 1600 | 1850 | 2050 | 1000 |
| 1:2 | 500 | 650 | 800 | 960 | 1275 | 1400 | 1600 | |
| 1:>2 | - | 450 | 575 | 680 | 925 | 1075 | 1325 | |
| 1:1 | 600 | 825 | 1025 | 1225 | 1525 | 1750 | 2050 | 1200 |
| 1:2 | 450 | 600 | 750 | 900 | 1200 | 1350 | 1525 | |
| 1:>2 | - | 425 | 550 | 650 | 860 | 1025 | 1275 | |
| 1:1 | 575 | 780 | 975 | 1175 | 1475 | 1675 | 2000 | 1400 |
| 1:2 | 400 | 550 | 700 | 850 | 1150 | 1300 | 1475 | |
| 1:>2 | - | 400 | 510 | 600 | 810 | 975 | 1225 | |
| 1:1 | 550 | 740 | 930 | 1125 | 1425 | 1625 | 1950 | 1600 |
| 1:2 | - | 500 | 670 | 800 | 1075 | 1250 | 1450 | |
| 1:>2 | - | - | 490 | 575 | 775 | 925 | 1175 | |
| 1:1 | 525 | 710 | 900 | 1075 | 1375 | 1575 | 1875 | 1800 |
| 1:2 | - | 475 | 625 | 710 | 1000 | 1200 | 1400 | |
| 1:>2 | - | - | 470 | 550 | 750 | 880 | 1125 | |
| 1:1 | 500 | 685 | 875 | 1025 | 1325 | 1525 | 1800 | 2000 |
Примеры пользования таблицей:
- размер окна: ширина 1600 мм, длина 3200 мм (соотношение a:b = 1:2).
Нагрузка: 1000 Н/м2. Требуемая толщина листа: 12 мм. - размер окна: ширина 1000 мм, длина 4000 мм (соотношение a:b = 1:>2).
Нагрузка: 800 Н/м2. Требуемая толщина листа: 8 мм.
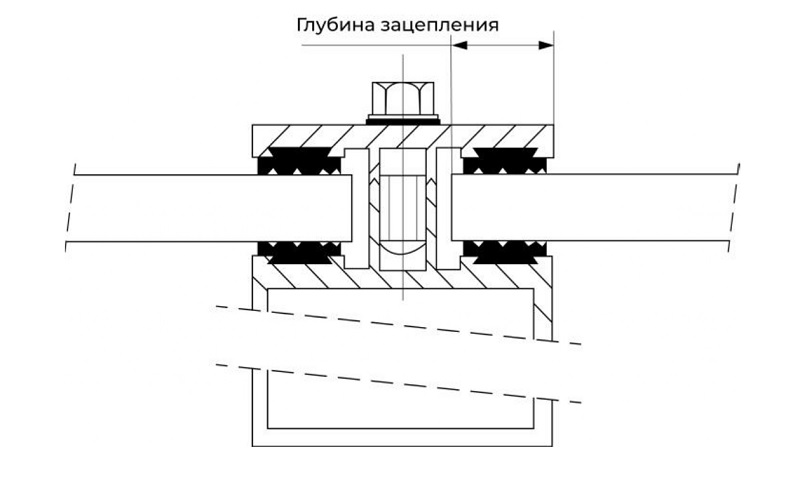
Крепление монолитного листа с двух сторон
Лист можно закрепить на промежуточных брусьях, используя обычные гайки, болты и шайбы. Однако для всех соединений и зон фиксации требуется опора – совместные резиновые шайбы – для распределения силы зажима по наиболее широкой области.
Необходимо использовать большие металлические шайбы, ламинированные резиной, совместимой с поликарбонатным листом. Болты не должны быть затянуты слишком сильно, поскольку это может деформировать лист или ограничивать естественное расширение и сжатие листа.
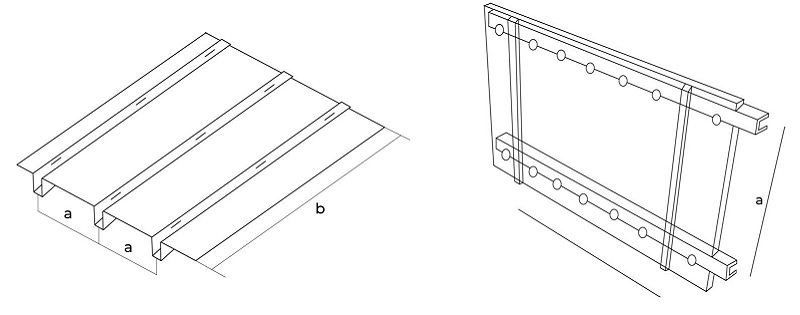
При использовании болтов любого типа важно помнить, что расстояние между отверстием и краем листа должно составлять не менее двух диаметров отверстия. Критерием прогиба для обоих видов остекления является сторона «а» незафиксированного листа, т.е. расстояние между центрами профилей остекления (см. рис. 11 и 12). Расстояние «b» определяет длину листа и не влияет на общий прогиб, так как может быть выбрана любая длина листа.
Стандартная максимальная длина 2050 мм
В таблице 5 представлены данные, основанные на значениях зацепления края листа с обеих сторон, приведенные в табл. 14 (см. раньше).
Таблица расстояний между центрами профилей остекления (поперечная сторона «а»)
| Нагрузка, Н/м2 | Толщина листа, мм | ||||||
| 3 | 4 | 5 | 6 | 8 | 10 | 12 | |
| 600 | 400 | 550 | 620 | 750 | 1000 | 1200 | 1425 |
| 800 | 375 | 480 | 565 | 675 | 900 | 1075 | 1325 |
| 1000 | 425 | 525 | 625 | 840 | 1000 | 1250 | |
| 1200 | 400 | 495 | 595 | 790 | 930 | 1190 | |
| 1400 | 375 | 470 | 560 | 750 | 890 | 1125 | |
| 1600 | 450 | 540 | 720 | 850 | 1075 | ||
| 1800 | 430 | 510 | 690 | 820 | 1030 | ||
| 2000 | 420 | 500 | 660 | 790 | 1000 | ||
ВНИМАНИЕ! Недопустимо хождение по кровельным конструкциям, а также по поликарбонатному листу во время монтажа или мытья. Для этого всегда должна использоваться деревянная балка или другое устройство, опирающееся на детали кровли.
Остекление изогнутых конструкций
Арочное остекление
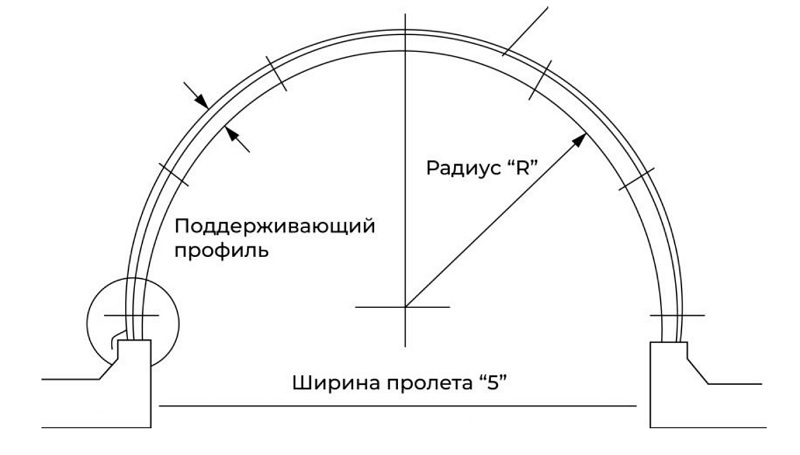
Все поликарбонатные монолитные листы поддаются холодной формовке по изогнутым поддерживающим профилям остекления (см. рис. 13). При условии, что радиус изгиба листа будет больше минимального рекомендуемого значения механическое напряжение, полученное в результате холодной формовки, не будет влиять на механические свойства листа.
Минимальные значения радиуса изгиба для поликарбонатных монолитных листов различной толщины представлены в таблице 6.
Таблица сравнительных коэффициентов линейного теплового расширения для различных материалов
| Толщина листа поликарбоната, мм | Минимально допустимый радиус изгиба, м |
| 2 | 0,30 |
| 3 | 0,45 |
| 4 | 0,60 |
| 5 | 0,75 |
| 6 | 0,90 |
| 8 | 1,20 |
| 10 | 1,50 |
| 12 | 1,75 |
Для арочного остекления листами можно применять стандартные металлические профили, ленты для остекления и нетвердеющие составы для остекления.
Для большего экономического эффекта рекомендуется использовать резиновые уплотнители для металлических или деревянных структурных опорных балок и для алюминиевых закрывающих фиксирующих реек.
Выбор толщины листа для арочного остекления
Радиус кривизны, а также пролет и расстояние между изогнутыми профилями влияют на свойства полученной конструкции и критическую продольную нагрузку. Критическая продольная нагрузка, при которой происходит изгиб, рассчитывается как функция геометрических параметров поверхности листа от свойств листа.
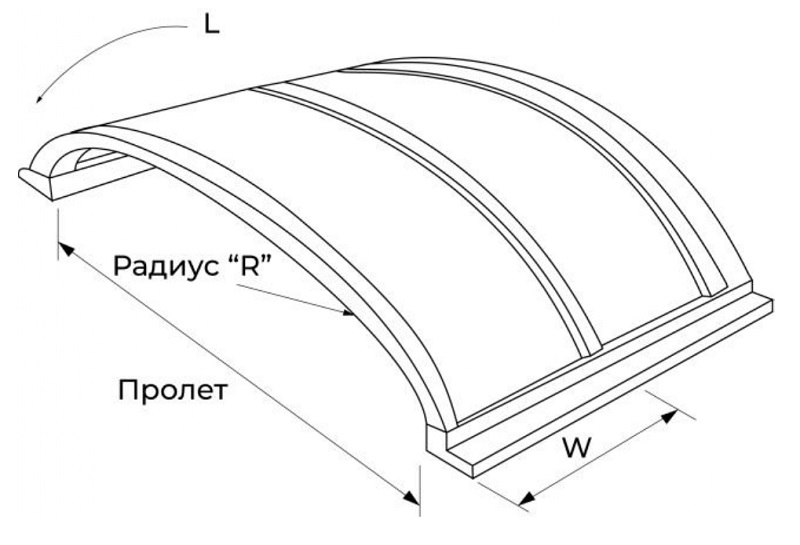
Жесткость листа при изогнутом остеклении в основном определяется радиусом «R» и расстоянием между изогнутыми профилями «W». Длина листа «L» должна быть больше ширины листа «W» для облегчения изгиба (см. рис. 14). На практике соотношение длины к ширине листа менее чем 1:2 не рассматривается.
Расчет обрешетки для кровли
Расчетом несущей конструкции должны заниматься специалисты. Обязательно нужно учесть местность, где устанавливается конструкция. В каждой зоне разные снеговые, ветровые нагрузки, климатические условия и т.д. Учесть угол наклона кровли, форму, размеры, допустимые возможные нагрузки и др.
Для подбора мы приводим ориентировочную таблицу, с помощью которой определяем одну сторону обрешетки, зная размер другой стороны, толщину листа и данные о снеговом регионе. То есть нам надо при помощи таблицы рассчитать длину, зная ширину. Зная обрешетку, можно правильно смонтировать лист, рассчитать затраты как на пластик, так и на несущий каркас, оптимизировать расходы на конструкцию, сделать весь проект более изысканным и красивым.
Следует отметить, что приведенные расчеты - результат измерений, проведенных на стендах для испытаний, несут только ознакомительный характер, точный расчет конструкции должен выполняться сертифицированными специалистами. Ширина листа 2,05 метра, и для разделения его на одинаковые 2 или 3 части берутся размеры 0,7 и 1,02. Для удобства расчетов можно использовать метод интерполяции.
Таблица расчёта обрешетки
| Нагрузка | 1 снеговой регион | 2 снеговой регион | 3 снеговой регион | 4 снеговой регион | 5 снеговой регион | 6 снеговой регион | |||||||||||||
| h | 205 | 102 | 70 | 205 | 102 | 70 | 205 | 102 | 70 | 205 | 102 | 70 | 205 | 102 | 70 | 205 | 102 | 70 | |
| Толщина листа | 2 мм | 45 | 46 | 42 | 41 | 41 | 38 | 38 | 35 | 34 | 34 | 34 | 31 | 28 | 31 | 29 | 30 | 30 | 28 |
| 3 мм | 77 | 80 | 89 | 69 | 71 | 73 | 64 | 66 | 65 | 58 | 59 | 57 | 56 | 54 | 52 | 51 | 51 | 48 | |
| 4 мм | 91 | 102 | 200 | 82 | 88 | 105 | 76 | 80 | 87 | 68 | 71 | 71 | 64 | 65 | 64 | 60 | 61 | 60 | |
| 5 мм | 104 | 130 | ∞ | 94.1 | 108 | 400 | 87 | 96 | 138 | 79 | 84 | 95 | 73 | 77 | 80 | 69 | 71 | >73 | |
| 6 мм | 117 | 178 | ∞ | 106 | 134 | ∞ | 98 | 116 | ∞ | 89 | 98 | 150 | 82 | 89 | 107 | 78 | 85 | 92 | |
| 8 мм | 130 | 600 | ∞ | 117 | 178 | ∞ | 109 | 143 | ∞ | 98 | 116 | ∞ | 91 | 102 | 245 | 86 | 94 | 125 | |
| 10 мм | 156 | ∞ | ∞ | 140 | ∞ | ∞ | 130 | 550 | ∞ | 116 | 172 | ∞ | 108 | 141 | ∞ | 102 | 124 | ∞ | |
| 12 мм | 184 | ∞ | ∞ | 163 | ∞ | ∞ | 150 | ∞ | ∞ | 134 | ∞ | ∞ | 125 | 275 | ∞ | 118 | 178 | ∞ | |
Резка и распиливание
Поликарбонатные листовые продукты могут быть точно и легко разрезаны с использованием стандартного слесарного оборудования: ножовкой по металлу, ручной пилой, циркуляр- ной пилой, лобзиком.
Ниже приведены общие указания и конкретные рекомендации по каждому участку резки:
- При использовании автоматической пилы или ножовки лист следует прижать к верстаку так, чтобы избежать нежелательной вибрации и неровного обрезания краев
- Все инструменты должны быть настроены на резку пластиков панельными ножами с мелкими зубцами
- Зубья пилы должны быть хорошо заточены
- Защитное покрытие должно оставаться на листе для предотвращения появления царапин и другого повреждения поверхности
- По окончанию работы края всех листов должны быть чистыми, без зазубрин и заусенцев
- Стружка и пыль должны выдуваться сжатым воздухом
Расчет обрешетки для кровли
- Всегда использовать низкоскоростную подачу для получения чистого разреза
- Начинать резку только при рабочей скорости пилы
- Одиночные листы толщиной менее 3мм разрезаются ленточными или ножовочными пилами
Ленточные пилы - это могут быть пилы обычного вертикального типа или специально разработанного горизонтального типа, пригодные для пластиковых листовых материалов. В обоих случаях важно, чтобы лист был хорошо зафиксирован во время резки. Направляющие пилы должны находиться как можно ближе к листу для уменьшения перекоса листа и кривого разреза.
Таблица параметров при использовании разных типов пилы
| Тип пилы | Ленточная | Циркулярная |
| Расстояние между | Толщина листов <3 мм-1/2 мм | 8/12 мм |
| Толщина листов 3/12 мм-2/3 мм | ||
| Угол задней кромки (-) | 30/40% | 15% |
| Передний угол резания (-) | 15% | 10% |
| Угол заточки зуба (-) | - | 15% |
| Скорость резания | 1200/1700 м/мин | 2500/4000 м/мин |
| Скорость пиления | - | 20 м/мин |
Ножовочные пилы и станки - наиболее важными факторами, которые необходимо учитывать при этом типе резки, являются опора-фиксирование, особенно при использовании ножовочной пилы с расстоянием 2-2,5мм между зубцами на режущем полотне.
Резка лазерная
Листы поликарбонатные могут резаться с помощью лазера. Разнотолщинность должна контролироваться более тщательно, чем при обычных машинных операциях. Мощность лазера и скорость резания необходимо подбирать особенно внимательно, чтобы исключить эффект беления листов в области резки. При обработке лазером край реза всегда имеет коричневый оттенок, поэтому в случае необходимости получения чистого края обреза от лазерной резки лучше отказаться.
Сверление
Для сверления листовых продуктов используются стандартные высокоскоростные сверла для металла и сверла с твердосплавной режущей пластиной поскольку они сохраняют остроту режущих кромок. Наиболее важным фактором, который необходимо учитывать при сверлении листовых продуктов является то, что в процессе сверления происходит тепловыделение. Для получения чистого хорошо обработанного отверстия без механического напряжения, необходимо снизить количество выделяемого тепла. Следуя нескольким основным рекомендациям, можно легко получить чистые, без напряжения отверстия:
- периодически очищать отверстия от стружки;
- время от времени охлаждать сверло сжатым воздухом;
- для получения отверстия нужного размера листы должны быть закреплены соответствующим образом, и иметь опору для уменьшения вибрации;
- отверстия могут быть просверлены от края листа на расстоянии не ближе, чем двойной диаметр отверстия;
- диаметр отверстия должен учитывать допуск на тепловое расширение/сжатие и быть больше диаметра крепежного элемента (болта, винта и т. п)
Сварка
Сварка часто используется для окончательной сборки конструкционных термопластов. Детали из поликарбоната могут свариваться различными способами. Выбор способа зависит от размера, формы и назначения детали.
Сварка с горячей накладкой позволяет добиться исключительной прочности и производится при температуре 260-300°С;
Сварка горячим воздухом с использованием сварочного прутка, в этом случае следует производить предварительную сушку свариваемых участков и прутка при температуре 120-130°С в течении 12 часов;
Ультразвуковая сварка часто используется, амплитуда сварки с ультразвуковой обработкой 20кГц должна быть в диапазоне 25-40мкм (0-пик).
Шлифовка
Листы поликарбоната хорошо поддаются шлифованию влажным способом в противоположность сухому методу при котором происходит выделение фрикционного тепла. Для достижения наибольшей эффективности обработки следует использовать охлажденную воду. Для шлифования с хорошим результатом, лучше всего использовать кремниевую наждачную бумагу (для грубой обработки с зернистостью 80, для тонкой -280). Для финишного шлифования рекомендуется шкурка с зернистостью 400 или 600.
Склеивание
Склеивание требует следования некоторым обязательным рекомендациям:
- Торцы листов должны быть освобожденными от любых загрязнений, поверхности должны быть гладкими и ровными;
- Растворитель или лак должны сохранять работоспособность во время всего рабочего периода приложения давления;
- При использовании растворителей для соединения деталей из поликарбоната необходимо контролировать климатические условия в рабочем помещении. Поддерживание низкой влажности позволит исключить эффект беления и использовать малоактивные лаки;
- Давление при фиксации соединения должно осуществляться до полного его отверждения;
- При работе с растворителями следует обеспечить хорошую вентиляцию помещения;
- Очистка деталей из поликарбоната производиться метиловым или изопропиловым спиртом, мягкими мыльными растворами, гептаном или гексаном. Очистка не должна производиться с помощью частично гидрированных углеводородов, кетонами, такими как МЭК, сильными кислотами или алкалинами, такими как гидроокись натрия.
Формование
Термоформование
Существует несколько способов термоформования, которые могут быть использованы для листов поликарбоната: нагрев листов с последующим применением матриц и механических усилий, давления воздуха или вакуума.
Применяются оба вида матриц - положительные и отрицательные. Необходимая температура для термопластического формования поликарбоната лежит в интервале 180 - 210°С. Рекомендуется нагревать листы с обеих сторон при используемой мощности инфракрасно- го (ИК) излучения 30кВт/м2. Для многотиражной формованной продукции из поликарбоната следует использовать матрицы, изготовленные из таких жестких материалов как алюминий и сталь. При этом необходимо поддерживать определенную температуру матрицы. Оптимальные температуры матрицы, при которых достигается высокое качество поверхности изделий из поликарбоната составляют 80 - 120°С, а для холодных участков формуемого листа до 130°С. Перед формованием необходимо подвергать листы предварительной сушке, которая осуществляется при температурах 120°С, зеркальные отражающие листы при 110-115°С в камерах с циркуляцией воздуха для каждого листа индивидуально с удалением защитной пленки. Продолжительность предварительной сушки зависит от количества влаги, поглощенной листом, и от его толщины. Поэтому наилучший способ определения требуемого времени сушки состоит в следующем:
- Из листа опытной партии вырежьте 2 - 3 небольших образца материала.
- Поместите эти образцы в печь, нагретую до температуры предварительной сушки (110 °С-120 °С).
- Через каждые 2 - 3 часа извлекайте очередной образец из печи и нагревайте его до температуры формовки (170 °С - 180 °С).
- Следите за появлением пузырей на образце. Если через 10 минут пузыри не образуются, значит, материал высушен. Если пузыри появятся, это будет означать, что требуется дополнительная сушка.
- Определив продолжительность сушки, переходите к предварительной сушке всей партии листового материала.
- При формовании листов поликарбоната с защитным слоем от ультрафиолетового (УФ) излучения следует учитывать, что достаточный УФ-защитный слой сохраняется только в том случае, когда соотношение вытяжки не превышает 1:1,5.
Вакуумформование
Прямое вакуумформование является одним из самых распространенных процессов формования. При вакуумформовании лист поликарбоната зажимается в раму и нагревается. Когда лист достигнет эластичного состояния, он опускается в негативную форму в виде углубления. Воздух удаляется из формы с помощью вакуума и под действием атмосферного давления горячий лист облегает форму по всему контуру. После охлаждения изделие извлекается из формы.
Холодное формование
Монолитный листовой поликарбонат можно изгибать в холодном состоянии, это дает огромную свободу дизайнерских решений при его использовании для покрытия архитектурных сооружений сложной формы - арок, куполов, конусов, цилиндров. При изгибании монолитного поликарбоната под прямыми углами минимальный радиус изгиба зависит от толщины листа.
Таблица радиусов сгиба при холодном формовании
| Толщина листа (мм) | Радиус сгиба (мм) | Максимальный угол сгиба |
| 2 | 2 | 90о |
| 3/4 | 3 | 90о |
| 5/6 | 5 | 90о |
Горячий изгиб
Листы поликарбоната могут быть согнуты с малым радиусом в месте сгибания посредством нагревания необходимой области с обеих сторон электрическим линейным (проволочным) нагревателем и быстрого сгибания листа по линии нагрева. Если достигнута оптимальная температура листа (приблизительно 160°С) и сопротивление сгибанию невелико процесс проходит легко. Предварительная сушка необходима только в случае появления эффекта пузырения в зоне сгибания. В случае осуществления процесса сгибания в недогретом состоянии возникающие внутренние напряжения могут привести к растрескиванию материала. Защитную пленку необходимо удалять с обеих сторон листа или, по крайней мере, с зоны нагрева.
Маркировка, транспортировка и хранение
На каждый лист на защитной пленке наносится маркировка, содержащая:
- обозначение внешней стороны (для установления листа определенной стороной наружу);
- дату изготовления
Допускается в маркировке указывать дополнительную информацию по согласованию изготовителя и потребителя.
Листы должны транспортироваться упакованными в пачки на поддонах, на которые наклеивается этикетка с указанием:
- наименования или товарного знака предприятия-изготовителя;
- торговой марки SUNNEX;
- номера заказа (партии);
- условного обозначения листов;
- количества листов в пачке.
Листы из поликарбоната торговой марки SUNNEX могут транспортироваться любым видом транспорта в соответствии с установленными Правилами перевозок грузов. Размещение и крепление поддонов с листами в транспортных средствах должно производиться в соответствии с Техническими условиями погрузки и крепления грузов, действующими на данном виде транспорта.
При погрузо-разгрузочных работах и транспортировке поддонов с листами из поликарбоната следует обращаться осторожно, во избежании возникновения царапин и повреждения краев. Условия транспортирования и хранения листов, а также способы их упаковки должны обеспечивать предохранение изделий от загрязнений, деформаций и механических повреждений. Поддоны с листами следует перевозить в крытых транспортных средствах при условии обеспечения защиты их от атмосферных осадков.
Листы поликарбоната должны храниться в защищенных от атмосферного воздействия (солнце, дождь и т.д.) условиях. Листы одной длины следует укладывать друг на друга. В случае, если складируются листы разной длины, то более длинные листы следует укладывать вниз для того, чтобы избежать прогибания и свешивания краев листа из-за отсутствия опоры. Не размещайте пачки листов там, где по ним будут ходить или в них могут въехать. Складировать ПК необходимо на деревянных брусьях шириной не менее 100 мм, в стопку один на один высотой не более 1000 мм. Стопку плит необходимо закрыть непрозрачным материалом.